

佛山市富兰激光科技有限公司
全国热线:0757-29899345
温经理:18902563402
传真:0757-29899345
商务QQ:2801827697
E-mail:china@fsfulan.com
地址:佛山市顺德高新区杏坛镇顺业西路15号中集智谷20栋B座九楼
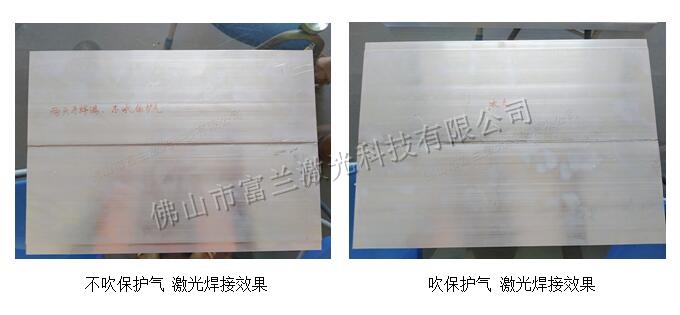
保护气体是激光焊接过程中用来保护熔池的惰性气体,有些材料焊接不计较表面氧化时可以不用保护气体,但对大多数应用场合都需要使用保护气体。因为保护气体具有驱除或削弱等离子体(激光焊接过程中容易产生等离子体,等离体对激光有吸收、折射和反射的作用)、提高焊缝的冷却速度、降低焊缝表面氧化程度、改善焊缝表面形貌等作用。
在激光焊接时,所用的保护气体的种类、气体流量的大小及吹气方式都会直接影响焊接的质量。下面,佛山富兰激光就为大家简单地讲讲如何正确地使用保护气体。
气体种类:常用的保护气体有氮气、氩气、氦气、氩气和氦气的混合气体。通常情况下,焊接碳钢时宜采用氩气,不锈钢宜采用氮气,钛合金宜采用氦气,铝合金宜采用氩气和氦气的混合气体。
气体流量:气体流量的大小需根据实际焊接情况而定。在采用大功率连续激光器焊接时,通常采用的气流量较脉冲激光器焊接时的气流量大。
吹气方式:吹气方式分为侧吹和同轴吹两种。小功率焊接时可采用同轴吹气,大功率连续焊接时建议采用侧吹方式。

佛山富兰激光温馨提示您:使用保护气体需注意以下4点:
1、保护气瓶没打开或气流方向不对,会造成焊缝氧化,焊缝发黑的情况。
2、要正确控制保护气体气流,如果流量过大有可能会造成焊缝出现裂纹。
3、有些材料为了不影响焊接熔深,不宜使用保护气体。
4、为了有效保护透镜,阻止金属蒸气污染或金属飞溅损伤透镜,喷口大小以及流量要加以控制,否则保护气的层流变成紊流,大气卷入熔池,最终会形成气孔。



