

佛山市富兰激光科技有限公司
全国热线:0757-29899345
温经理:18902563402
传真:0757-29899345
商务QQ:2801827697
E-mail:china@fsfulan.com
地址:佛山市顺德高新区杏坛镇顺业西路15号中集智谷20栋B座九楼
再好再先进的设备,都会因某些因素的影响,导致加工效果不佳,激光焊接机也不例外。下面,富兰激光就为大家简单地讲一讲导致激光焊接效果不理想的主要原因有哪些。
1、设备:
这是最主要的原因之一,如果您用低配置的设备想要高精密的焊接效果,那肯定是不可能的;如果相应的材质没有采用相应的设备,焊接效果肯定也不佳(比如:铜、铝、银等高反材料不是采用脉冲YAG激光焊接机,而采用其它类型激光器的焊接机来焊接,肯定会出现气孔和裂纹)。
2、材料:
a、材料的吸收率:激光束与材料吸收的相容性取决于材料的一些重要性能,如吸收率、反射率、热导率等,其中最主要是吸收率。有些材质对激光吸收率特别好,而有些材质却很差,甚至不吸收。
b、材料的均匀性:是指物质的一种或几种特性具有同组分或相同结构的状态。材料的均匀性直接影响到材料的有效使用。例如:铝合金材料焊接时,合金元素的分布不均匀,就容易出现炸孔、咬边、凹陷等焊接缺陷。
3、夹具:
夹具主要是将要焊接的工件准确定位和可靠夹紧,便于保证焊接结构精度,有效的防止和减轻焊接变形。夹具的好与坏,直接会影响到焊接的质量。
4、工作台:
工作台会直接影响加工效率,以及焊接的效果。佛山富兰激光所生产激光焊接机安置灵活,可根据不同产品的需求配置不同的工作台进行焊接加工。
5、激光焊接机的参数:
焊接工艺参数主要有激光输出功率、焊接速度、激光波形、脉冲频率、离焦量和保护气体。
a、输出功率稳定性:激光器的输出功率稳定性越好,焊接一致性就越好。
b、焊接速度:焊接速度越高熔深就会越浅。低速下熔池大而宽,且易产生下塌,高速焊接时,焊缝中心强烈流动的液态金属由于来不及重新分布,便在焊缝两侧凝固,形成不平整焊缝。所以,佛山富兰激光在此建议大家在焊接薄板或焊接性较好材料时使用高速焊接;厚板、难焊材料速度要低。
c、激光波形:激光波形主要有脉冲激光器常用的脉冲波形和连续焊接时的缝焊波形。对于焊接铜、铝、金、银高反射材料时,为了突破高反射率的屏障,可以利用梯形的激光波形;对于铁、镍等黑色金属,表面反射率低,宜采用矩形波或缓衰减波形。
d 、脉冲频率:脉冲频率、光斑尺寸和焊接速度相互匹配,才能达到所需的重叠率。一般来说,重叠率越大,焊缝越光滑,但焊接速度也相应降低。当激光脉冲频率超过一定值时,重叠率过大,超过材料的焊接极限,容易焊穿或出现焊渣。
e、离焦量:离焦方式有正离焦与负离焦两种。焦平面位于工件上方为正离焦,反之为负离焦。负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
f、脉冲宽度:这个主要是针对脉冲激光器的激光焊接机,脉宽是脉冲激光焊接机的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。脉宽越长,焊点直径越大,相同的工作距离时,熔深越深。
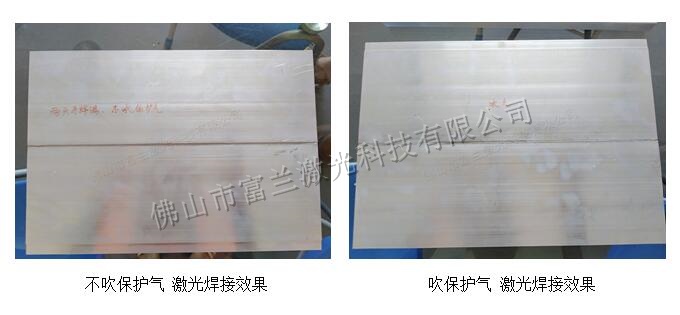
6、辅助气体:
激光焊接过程使用惰性气体来保护熔池,可以使焊接处更平整美观,不发黄。一般情况下用氮气、氩气、氦气。氦气成本最高,但其防氧化效果好,且电离度小,不易形成等离子体。氩气的防氧化效果也好,但是它易电离;氮气成本最低,一般用于不锈钢的焊接。
佛山市富兰激光科技有限公司所生产的激光焊接机几乎都是定制型的。因为每位客户所需焊接的产品材质或形状以及要求都是不一的,所以富兰激光都是根据客户的实际情况来帮客户设计机器的形状及性能,且可定制专用的自动化工装夹具,还可为客户提供一整套激光加工设备及激光自动化集成、各种自动化生产线。



