

佛山市富兰激光科技有限公司
全国热线:0757-29899345
温经理:18902563402
传真:0757-29899345
商务QQ:2801827697
E-mail:china@fsfulan.com
地址:佛山市顺德高新区杏坛镇顺业西路15号中集智谷20栋B座九楼
塑料材质有ABS、PC、PP、PS、PPS、PP、PVC 、PE等等,而且这些原材料后期还会经过各种各样的加工,略计一下,起码有上千种材质。不同种类的塑料具有不同的激光能量吸收率。有些塑料易吸收激光能量,则易于打标;而有些塑料则不吸收激光能量,则打不出高质量的标记,甚至打不上;有的打出来发黄;有的在打标时塑料表面产生气泡。
一、塑料材质用哪种激光打标机?
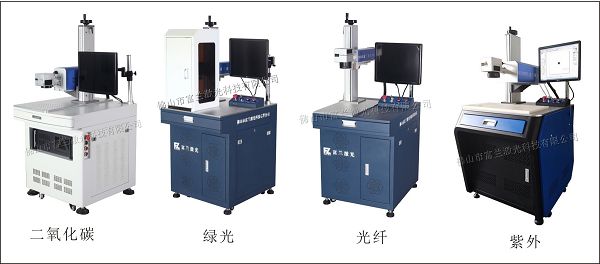
光纤、绿光、紫外、二氧化碳激光打标机都可在塑料上打标。
1、光纤:适合打标部分燃点较高的塑料材质(如:PC、ABS)。
2、绿光:几乎适用于所有塑料材质。
3、二氧化碳:主要适用于亚克力、橡胶。
4、紫外:适用于所有塑料材质,主要应用于超精细加工的高端市场。因为紫外的最小线宽是0.01mm,而绿光是0.02mm等因素,所以紫外激光打标机,打标的精度要比绿光好。
因为不同种类的激光器会发射出不同波长的光。不同激光的穿透能力也不同;且不同激光器的适应性对标记质量和标记速度都有影响,所以不同材质的塑料、同材质不同纯度的塑料所使用的激光打标机类型都会有所不同,再加上每位客户打标的要求不一,所以,您的产品用哪款激光打标机最合适,需要先打样,才能确定。
二、解决激光打标塑料表面起泡以及标记不清晰的方法
1、采用紫外激光打标机,由于它聚焦光斑极小,加工热影响区小,所以可以进行超精细打标、特殊材料打标。特别敏感的材料以及高分子材料用紫外激光打标机堪称是首选。
2、原材料添加激光粉(也叫镭雕粉、激光添加剂、激光打标粉)。激光粉主要功能是吸收激光能量,将激光束转换成热能,对塑料产生热作用、碳化作用、蒸发作用及助剂自身变色产生的化学反应,从而在产品表面形成的标记图案!
PS:关于有部分塑料材质激光打标出现起泡的现象,主要根源在于工件,若是经过保护油(也就是封油)处理后才打标,起泡是避免不了的。
三、可以在塑料件上打出多种不同颜色的标识吗?
不能。由于激光打标机是一种不需要耗材使用的打标(刻字、雕刻)设备,因此在物体上所打标出来的颜色一般是根据所打标工件的材质、所用的机型,以及所调的参数而定的,并不是你所要什么颜色就能够打印出什么颜色的。
四、打标不均匀的原因
1、激光光束能量质量变差。
解决方法:更换质量好的激光器。
2、机台水平未调好(即振镜头或场镜镜头与加工台面不平行)。
解决方法:将镭射机摆放平稳,要调整到振镜头或场镜镜头与加工台面平行为止。
3、激光输出光斑被遮挡(即激光光束经过振镜及场镜后光斑不够圆):激光输出头、固定夹具与振镜等未调好,导致激光经过振镜头时部分光斑被遮挡,经场镜聚焦后在倍频片上所呈现的光斑为非圆形。
解决方法:调整机器及固定夹具,以及振镜的位置偏差,重新调校。
4、振镜信号有问题,或者是振镜受到外界的干扰:振镜在打标过程中出现细微的抖动,从而打标出来的文字或者图案不清晰;
5、所打标工件材料本身的原因:材料的均匀性、质地均匀性、喷漆或喷涂或镀膜厚度的均匀性、氧化件的氧化时间不一致等会影响材料对激光能量的吸收,当材料不够均匀时,激光标记的效果可能不均匀。
解决办法:得在打标前,将工件处理好。
6、工件表面不在焦平面上。
7、振镜偏转镜片有损伤:激光光束通过镜片损伤区域时,无法很好地反射出去,导致激光能量有不一致。
解决方法:及时更换已损伤了的场镜及振镜内镜片。
8、打标速度过快了。
解决方法:将打标速度调慢。
9、激光器使用年限过长,导致衰减。
10、采用的是偏焦标刻:因为每一个场镜都有对应的焦深范围,而采用偏离焦点的办法容易导致大范围标刻图案时,边缘处在焦深临界点或者超出焦深范围,这样就比较容易造成效果的不均匀性。

11、标刻的内容尺寸(也就是加工范围)超出了场镜范围:每一台激光打标机都会标配一个限定某范围内的场镜,如果打标内容尺寸超出这个范围,那么将会发现处于边界的镭射效果会呈现出不均匀的状态。
解决方法:根据产品加工实际情况选择合适的设备激光功率及相配应的场镜。
12、加工产品摆放不平稳,发生倾斜或与光路不平行。
解决方法:检查机器是否摆放平稳,检查放置的产品或者夹具是否有倾斜。
五、打标出来颜色发黄
主要取决于材料本身以及所用机型和所调参数,如PVC塑料,用二氧化碳激光打标就是黄色,氧化或汽化色;如用光纤激光打标,就是黑色;还有就是材料本身原因、激光打标机的参数未调对,都会导致打出来发黄。



