

佛山市富兰激光科技有限公司
全国热线:0757-29899345
温经理:18902563402
传真:0757-29899345
商务QQ:2801827697
E-mail:china@fsfulan.com
地址:佛山市顺德高新区杏坛镇顺业西路15号中集智谷20栋B座九楼
在激光打标机软件EzCad2中每个文件都有256支笔,笔号从0到255 。“笔”的概念相当于一组设定的加工参数。参数设置可选默认值,或者根据要求更改。
 表示当前笔要加工,双击此图标可以更改。
表示当前笔要加工,双击此图标可以更改。
 表示当前笔不加工,双击此图标可以更改。
表示当前笔不加工,双击此图标可以更改。
颜色:表示当前笔的颜色,双击颜色条可以更改颜色。
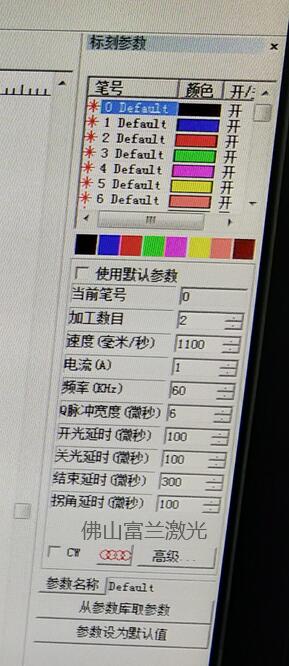
当前笔号:当前使用的是第几组加工参数。在EzCad中,“笔”的概念相当于一组设定的加工参数。
加工数目:表示所有对象对应为当前参数的加工次数。
速度:表示当前加工参数的标刻速度
电流(A):表示当前加工参数所使用的激光器电流。
频率:表示当前加工参数的激光器的频率。
Q脉冲宽度:如果是YAG模式,则Q脉冲宽度激光器的Q脉冲的高电平时间。
开光延时:标刻开始时激光开启的延时时间。设置适当的开光延时参数可以去除在标刻开始时出现的“火柴头”,但如果开光延时参数设置太大则会导致起始段缺笔的现象。可以为负值,负值表示激光器提前出光。
关光延时:标刻结束时激光关闭的延时时间。设置适当的关光延时参数可以去除在标刻完毕时出现的不闭合现象,但如果关光延时设置太大会导致结束段出现“火柴头”。不能为负值。
结束延时:一般情况下关光命令发出后到激光完全关闭需要一段时间的响应时间,设置适当的结束延时是为了给激光器充分的关光响应时间,以达到让激光器在完全关闭的情况下进行下一次标刻的目的,防止漏光,出现甩点现象。
拐角延时:标刻时每段之间的延时时间。设置适当的拐角延时参数可以去除在标刻直角时出现的圆角现象,但如果拐角延时设置太大会导致标刻时间增加,且拐角处会有重点现象。
按高级按钮后系统会弹出如下图所示的高级参数对话框。
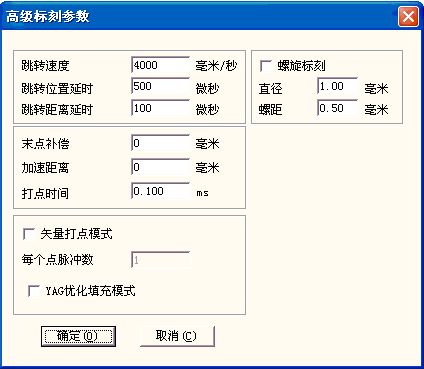
跳转速度:设置当前参数对应的跳转速度。
跳转延时:设置标刻跳转延时。
位置延时:跳转位置延时。
距离延时:跳转距离延时。
末点补偿:一般不需要设置此参数,只有在高速加工时,调整延时参数无法使末点到位的情况下设置此值,强制在加工结束时继续标刻一段长度为末点补偿距离的直线。可以接受负值。
加速距离:适当设置此参数,可以消除标刻开始段的打点不均匀的现象。
打点时间:当对象中有点对象时,每个点的出光时间。
螺旋标刻:勾选后有效。主要是在标刻单线的时候,需要将线条加粗的情况下使用,可以节约时间,提高效率。
直径:螺旋标刻时螺旋圆的直径,即使用螺旋模式打标出的线宽度。
螺距:螺旋标刻时相邻两个圆的圆心距离。根据激光作用在物体表面的点的大小设置适当的值,螺距设置得太大打标出的线条会有底纹,而设置得太小会增加打标的时间。
矢量打点模式: 强制定义激光器加工每个点时固定发出的脉冲数。
YAG优化填充模式: 使用YAG 激光打标机对高反材料进行填充打标时的优化处理。
注意:此功能的作用是解决YAG激光器在高亮金属材料表面进行填充打标出现不规则纹路的问题,以获得好的填充效果。在使用此功能时,必须把控制卡的 PWM 信号作为 Q 驱的脉冲调制信号并连接 到Q 驱上才能获得相应的效果。



